欢迎光临俊美琪粉末涂料网站,服务热线:0757-85686365
Language: English

在线客服

摘要
本文针对轮毂涂装领域现状,提出采用催化燃烧红外辐射方式进行粉末涂料固化。
研究了红外辐射固化过程中涂膜温度变化,测试涂膜固化度ΔTg= 1.44℃。涂膜初始附着力、CASS、耐砾石冲击、耐水试验均满足性能指标要求。
红外固化后的轮毂延伸率与热风固化相当,抗拉强度及屈服强度优于热风固化工艺。经能耗分析,催化燃烧红外辐射固化可节省天然气成本76万元/年,节省63%的占地空间。
催化燃烧红外辐射固化具有外观优异,漆膜性能优良,基体材料性能稳定,能耗低、节省空间等众多优势,适用于轮毂涂装领域。
01前沿
轮毂生产工艺为熔炼-压铸-机加工-涂装,现有铝合金轮毂涂装生产线主要采用天然气热风循环固化技术,该技术为间接加热,能耗高,热量从工件的表面缓慢传递到涂层内部,热效率低于30%。
热风固化是由表向里的热传导加热,在固化过程中所产生的气体易留在涂层中形成气泡,同时由于有流动空气,固化过程容易造成灰尘二次污染,从而导致涂层质量下降。
催化燃烧红外辐射加热技术最早在1953年由法国森吉仕玛泰公司研发并应用于涂料固化行业。
该技术采用贵金属、稀土氧化物、钙钛矿等为催化剂,天然气在催化剂表面发生无火焰燃烧,能量几乎完全以红外辐射方式释放;
特定波长的红外线与有机涂料分子共振,使涂料迅速升温固化,燃烧能量得到最充分和最有效的利用。红外固化与传统热风固化方式相比,具有众多优点:
能源利用率高。红外固化以辐射的形式直接作用于涂层,可减少热量在传递过程中的损失;产生的红外线波长与粉末涂料吸收波长匹配,而铝基体几乎不吸收,从而实现只加热涂层而不加热铝基体的效果。
漆膜固化质量高。红外固化不需要快速循环风,可减小空气中粉尘的影响。
占地面积小。红外线辐射固化加热速度快,所需距离短,占地面积远小于热风循环烘箱。
环保。燃气红外催化面板使可燃物在催化剂的作用下发生无火焰燃烧,产物为水和二氧化碳,没有废气、粉尘等污染物排出。
固化时间短。红外辐射加热热量直接作用于涂层,加热速度快,传热效率高,可缩短漆膜固化时间,漆膜红外线辐射固化时间约为热风循环加热固化时间的1/2~1/10。
结合催化燃烧红外辐射固化的众多优势,其在轮毂涂装领域有较大发展潜力。
02试验材料与设备
实验所用材料、设备均为市面购买或自制。
2.1 实验材料
Tab. 1实验所用材料

2.2 实验设备
催化燃烧红外辐射固化烘箱、热风循环固化烘箱、差热分析仪(DSC)、盐雾试验箱、水浸试验箱、碎石冲击试验台、拉伸试验机。
03试验方法
3.1 粉末固化工艺
工艺1:铝车轮→预处理→110℃烘干后备用。
工艺2:铝车轮→预处理→喷涂透明粉→ 热风200℃固化38min。
工艺3:铝车轮→预处理→喷涂透明粉→ 红外200℃固化12min。
3.2 差热分析仪测试程序
Tg1:20℃→10℃/min速率升温至80℃→10℃/min速率升温至250℃
Tg2:250℃→10℃/min速率降温至20℃→恒温1min至20℃→10℃/min速率升温至150℃。
3.3 漆膜性能试验
3.3.1 附着力测试
参照GB/T 9286-1998。判定条件:特性值≤1
3.3.2 CASS试验
参照GB/T 10125-2012,氯化钠含量:50 ± 5g/L,PH值:3.1-3.3,温度:50 ± 2℃,喷盐量:1.0-2.0ml/h,CuCl2·H2O含量:0.26 ± 0.02g/L;试验时间:168h。
判定条件:划线处腐蚀宽度双边总和CMax≤3mm。
3.3.3 耐砾石冲击试验
参照SAE J400(2012-10)试验方法,温度:25±5℃,鹅卵石体积:0.5L,空气压力:(483±21)KPa,冲击角度:90°,注射时间:(10±1)s。判定条件≥4B
3.3.4 耐水试验
参照GB/T 30648.2-2015,温度:40±1℃浸泡240h,判定条件:二次附着力特性值≤1
04结果与讨论
4.1外观

图片Fig. 1热风固化及红外固化透明粉轮毂外观对比
如Fig.1所示,工艺2热风固化与工艺3红外辐射固化制作的透明粉轮毂外观良好,均无明显杂质缺陷。
4.2 固化度
轮毂表面透明粉的固化程度是衡量催化燃烧红外辐射固化工艺的重要评价标准,透明粉完全固化是保证漆膜性能的前提条件。
4.2.1 炉温曲线
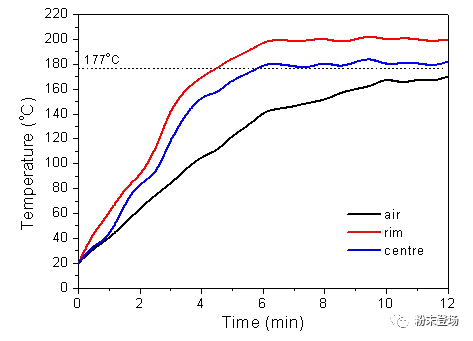
Fig. 2 红外固化过程中涂层温度及空气温度
采用炉温仪测试红外固化设备正常工作状态下轮心、轮辐及空气温度温度变化曲线。
设置温度200℃,加热时间12min,测试结果分别如Fig. 1所示(红色曲线代表轮缘温度,蓝色曲线代表轮心温度,黑色曲线代表空气温度)。
结果显示在红外固化过程中轮缘温度最高为203℃,轮心温度最高为 181℃,空气温度最高约为167℃。
轮心温度低于轮缘温度是由于轮心处基体厚度较大从而吸收了较多的来自于涂膜的热量所致,因此需将轮心设置为温度基准点,使得整个轮毂表面粉末涂层均可完全固化。
空气温度低于轮毂表面涂膜35℃左右,证明了红外辐射能量主要作用于涂层,空气吸收较少能量,从而实现节省能源的目的。
4.2.2 DSC测试
试验结束后取出样轮,刮取轮辐正面涂膜,进行DSC测试以确定漆膜固化程度,试验结果见Fig. 3。
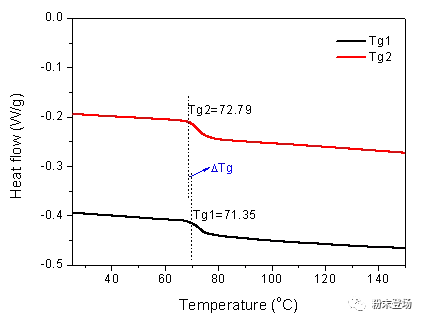
Fig. 3 红外固化涂膜DSC结果
玻璃化转变温度(Tg)是非晶高分子聚合物的重要参数,热固性涂料发生交联固化反应前后,Tg随之变化,若反应完全则对应Tg不再发生变化。
工程上,ΔTg<2℃为判定涂层完全固化的标准。如图所示,Tg1=71.35℃,Tg2=72.79℃,ΔTg=Tg2-Tg1=72.79-71.35=1.44℃, DSC结果证明使用催化燃烧红外辐射方式可使粉末涂料完全固化。
4.3 漆膜性能
对热风固化、红外固化制作的轮毂进行初始附着力初始、CASS试验、耐砾石冲击试验和耐水试验,测试结果见Tab. 2。
Tab. 2 漆膜性能结果
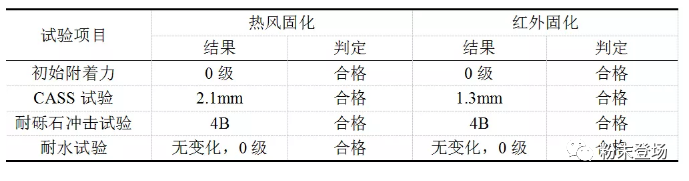
如Tab. 2所示,红外固化方式得到的轮毂在初始附着力、CASS、耐砾石冲击性能及耐水性能均与热风固化轮毂表现出了同等水平。
初始附着力0级,无涂层剥落,证明该固化方式得到的涂膜与基体结合力良好。CASS试验双边腐蚀宽度1.3mm,证明该固化方式得到的涂膜抗腐蚀性能优异。
耐砾石冲击试验评级4B,碎片规格1-3mm,数量50-74个,证明该固化方式得到的涂膜耐韧性较好,具有优良的抗碎石打击能力。
耐水试验后涂层表面无变化,证明该固化方式得到的涂膜抗水分子渗透能力较强,可实现对基体的较好保护。
4.4 材料性能结果
三种工艺轮毂各取根轮辐进行抗拉强度(Rp0.2)、屈服强度(Rm)、延伸率(A)测试。将数据取平均值后,结果见Fig. 3。

Fig. 4 三种工艺下材料性能对比
如Fig. 4所示,经热风固化后,轮毂的抗拉强度及屈服强度均有一定提升,分别为37MPa、16Mpa。
与热风固化趋势类似,红外固化后轮毂的抗拉强度及屈服强度分别提升了44Mpa和18MPa。
涂料烘烤固化后,基体延伸率下降,热风固化工艺下降2.1%,红外固化工艺下降2.2%。
与热风固化相比,红外固化工艺对轮毂材料性能影响较小,同时增加了铝合金的抗拉强度及屈服强度,证明该工艺适用于轮毂涂层烘干固化。
05能耗分析
5.1 天然气消耗
依据某轮毂生产车间所提供的粉末烘箱热风循环固化实际能耗及本红外辐射固化烘箱能耗对二者进行对比,结果如Tab. 3所示。
Tab. 3热风固化与红外固化能耗对比
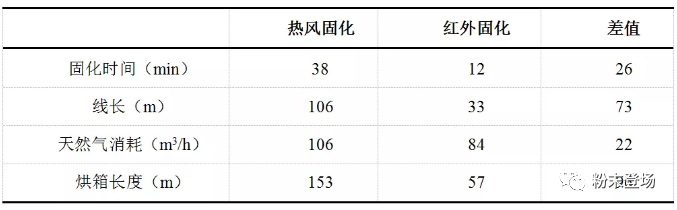
为达到粉末完全固化,热风固化时间为38min,红外固化为12min估算,热风固化所需线长106m,红外固化所需线长33m,可节省约69%的占地空间;
热风固化天然气消耗约为106m3/h,红外固化天然气消耗约为84m3/h,可节省约21%的天然气消耗,若每天按运营24小时,每个月运营30天,天然气价格按4元/m3计算,每年每个粉烘箱因燃气节省可获得的经济效益如下:
燃气节省=22*24*30*12*4=760320 元/年
5.2 占地分析
热风固化烘箱有效长度约为106m,红外固化烘箱有效长度约为33m,可节省约69%的占地空间;
热风固化冷却段长度约为47m,红外固化由于直接作用于漆膜,轮毂本身温度远低于漆膜温度,红外固化烘箱冷却段约可节省约50%的空间,长度约为24m。
热风固化烘箱有效总长度约为153m,红外固化烘箱有效总长度约为57m,红外辐射固化可节省约63%的占地空间。
06结论
(1)催化燃烧红外辐射固化可得到外观优异的轮毂产品。
(2)催化燃烧红外辐射固化方式可实现透明粉末完全固化。
(3)催化燃烧红外辐射固化得到的涂膜初始附着力、CASS、耐砾石冲击、耐水试验均满足性能指标要求。
(4)催化燃烧红外辐射固化后轮毂延伸率与热风固化相当,抗拉强度及屈服强度优于热风固化工艺。
(5)相比于热风循环固化,催化燃烧红外辐射固化可节省天然气成本76万元/年,节省63%的占地空间
声明:本文内容来源自粉末登场,版权归原作者所有,转载目的在于传递更多信息,并不代表本公众号(本网)赞同其观点和对其真实性负责。如涉及作品内容、版权和其它问题,请来电或致函告之,我们将及时给予处理!